
シャフトアライメントとは、機械が正常作動条件で運転時、軸の中心線が同中心(同芯)となるように、複数の連結機械(モーター、ポンプ、ギアボックスなど)の相対位置を調整することです。
なぜアライメントが必要か?
回転機械の故障の50%以上が、正しくアライメントされていないシャフトに起因します。故障により、予定外のダウンタイムと生産高損失が増えることになります。
正しいアライメントの利点として、振動減少、生産高損失減少、ベアリングやシーリングの使用量減少、カップリングの摩耗減少などが挙げられます。
ということは、アライメント=維持費削減、生産効率アップである、といえます。
Easy-Laser®でアライメントを始めてみませんか。

※品番をクリックでカタログを表示します
| XT440 | XT660 | XT770 | XT550(防爆仕様) | |
|---|---|---|---|---|
| ディスプレイユニット | ||||
| 接続時間 | 16時間 | 16時間 | 16時間 | 11時間 |
| 保護等級 | IP66・67 | IP66・67 | IP66・67 | IP66・67 |
| 測定ユニット | ||||
| レーザー光線 | ラインレーザー | ドットレーザー(1軸) | ドットレーザー(2軸) | ドットレーザー(1軸) |
| 測定距離 | 10m | 20m | 20m | 20m |
| 分解能 | 0.001mm | 0.001mm | 0.001mm | 0.001mm |
| 接続時間 | 24時間 | 24時間 | 24時間 | 20時間 |
| 保護等級 | IP66・67 | IP66・67 | IP66・67 | IP66・67 |
| 測定プログラム | ||||
| 水平方向 | ○ | ○ | ○ | ○ |
| 垂直方向 | ○ | ○ | ○ | ○ |
| マシントレイン (連結設備) |
ー | 3台まで | 無制限 | 無制限 |
| カルダン | ー | ー | ○ | ー |
| ソフトフット (ガタチェック) |
○ | ○ | ○ | ○ |
| 振動測定 | ○ | ○ | ○ | ○ |
| イージートレンド (状態監視) |
ー | ー | ○ | ー |
| バリュー (デジタルダイヤルゲージ) |
○ | ○ | ○ | ○ |
| ツイスト (ベースのねじれ) |
○ | ○ | ○ | ○ |
| ベースの平面度 | ー | ー | ○ | ー |
| ベルトアライメント | ○ | ○ | ○ | ○ |
| 機能 | ||||
| スキャン | ○ | ○ | ○ | ○ |
| 9-12-3" | ○ | ○ | ○ | ○ |
| イージーターン (40度以上) |
○ | ○ | ○ | ○ |
| マルチポイント | ー | ○ | ○ | ○ |
| スウィープ | ー | ○ | ○ | ○ |
| 360°ライブモード | ー | ー | ○ | ー |
| ジオメトリへの拡張 | ー | ー | ○ | ー |
| システム | ||||
| 無線通信 | ○ | ○ | ○ | ○ |
| PDFファイル作成 | ○ | ○ | ○ | ○ |
| XLSファイル作成 | ○ | ○ | ○ | ○ |
| カメラ | ○ | ○ | ○ | ○ |
| IRカメラ | オプション | オプション | オプション | オプション |
| ブラケット | ||||
| チェーン式Vブラケット (18mm) |
○ | ○ | ○ | ○ |
| 延長チェーン | オプション | ○ | ○ | ○ |
| マグネットベース | オプション | オプション | ○ | オプション |
| オフセットブラケット | オプション | オプション | ○ | オプション |
| 薄型マグネット式 ブラケット(10mm) |
オプション | オプション | オプション | オプション |
異なるタイプの機械
一般的に、回転機械は、お互いどのように接続されているかによって特徴を述べられます。最も一般的なのは、通常ポンプとモーターのような水平に設置された機械です。ある環境では、機械が垂直に配置されることもあります。他のタイプには、オフセット配置やカルダンシャフト連結機械(ユニバーサルジョイント)があります。これらには、例えば製紙機械のローラーのようなドライブのタイプがよくあります。例えばエンジンと駆動機械間のギアボックスのように、複数の機械が一直線に接続されることがよくあり、マシントレインと呼ばれます。
最新のシャフトアライメントシステムでは、上記全ての機械タイプの測定ができ、ユーザーがより早く、よりよい結果を得られる重要な機能を備えています:
- EasyTurn™:シャフトを40°回転させると読み取り値を得られるプログラム。
モーターガードその他が大きな回転を妨げる時に便利。 - 熱膨張補正:機械間で運転温度が異なる時でも正確な調整値を与えてくれます。
- 公差チェック:機械が公差内である時にグラフィックで表示
- ドキュメント化可能

正しくアライメントされたシャフトがもたらす多くの改良点
- 機械の稼働率・生産性向上=安定した生産
- ベアリングとシールの耐用年数向上=部品交換減少
- 完全密封=漏出減少と作業環境改善
- 潤滑油膜の最適利用=過熱リスクと二次災害の減少
- 潤滑油漏出減少=潤滑油消費量の減少
- 摩擦減少=エネルギー消費減少
- 低振動=ノイズレベル減少
- 重大な故障のリスク低減=より安全な作業環境
スペアパーツ減少、エネルギー消費減少、予期せぬダウンタイム減少、により全体的な維持費削減、生産効率アップ
従来の技術と比較したレーザー測定器の利点
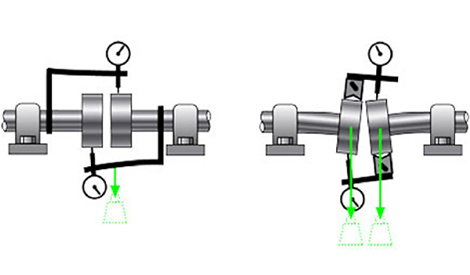
ダイヤルゲージと比較して、レーザーはかなり簡単・迅速です。ダイヤルゲージは、経験と時によっては複雑な計算を要します。レーザー測定システムは、自動的に熱膨張を補正し、関連機械の公差内である良好な位置を表示できるので、アライメントのために時間を取られません。機械にレーザー測定システムを取り付ける時間はわずかで、しかもダイヤルゲージよりずっと信頼できます。例えば、ダイヤルゲージの取付具は常に少し下がり、ゲージの表示値の精度に影響します。遊びとすき間は、据付で起こることもあります。アライメントに影響するその他要因としては、ゲージの目盛りが小さく、暗い状態では読み取りにくいということがあります。
定規やダイヤルゲージは、今日の最新機械にとって十分に正確な方法ではありません。レーザー測定器を使えば、誰が測定しても同じ結果が出ます。調整結果の文書化は、機械をよりよく制御し、より大きな保証を与えます。レーザー測定システムを使用することは、機械が実際にチェックされるということでもあります。これはチェックを行うのが非常に簡単で速いためです。使用速度とアライメントの精度のおかげで、レーザー調整システムは、通常3-6か月で採算の取れる投資であるといえます。レーザー測定器の利点をもっとたくさん見つけてください。
他社技術との違い
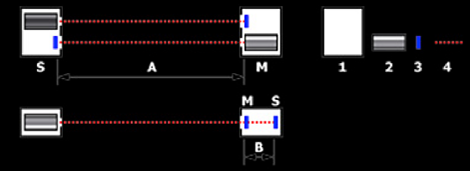
Easy-Laser®でデュアルレーザーを使用した方法では、精度は距離Aによって決まります。距離が長いほど、精度は高くなります。単一ビームシステムでは、最大精度は、受光器間の距離Bによって決まります。この距離は通常非常に短いので、受光器は、受信装置内に空間があります(一般に約50mm)。ところが実は、カップリングの各端に取り付けられた測定ユニットで、ほとんどの場合、距離Aは、常に距離Bより長くなります。【1.測定ユニット、2.レーザー光源、3.PSDパネル、4.レーザー光線】